
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Velge fokusposisjon for laserskjæring av forskjellige metaller
2025-02-21
I laserskjæringsprosessen er du nøyaktig å velge fokusposisjon basert på typen materiale som er nøkkelen til å sikre skjæringskvalitet og effektivitet. Dette tekniske aspektet har fått betydelig oppmerksomhet i hele bransjen.
1. Karbonstålskjæring
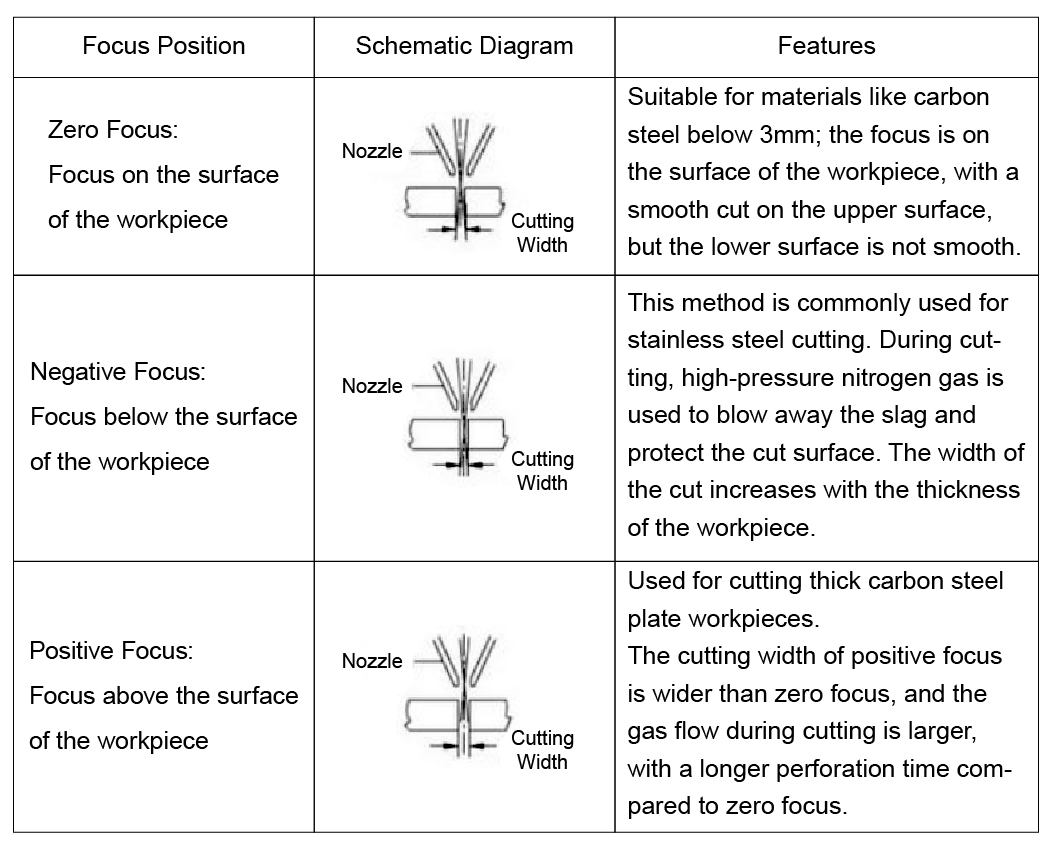
Tynn plate skjæring:For å kutte tynnere plater (for eksempel1-3mm), null fokus, der fokuset er plassert på overflaten av materialet, brukes ofte. Dette bidrar til å forbedre skjærepresisjonen, redusere den varmepåvirkede sonen og oppnå jevnere kuttkanter.
Middels og tykk plateskjæring:Når du kutter middels tykke karbonstålplater (6-16mm), er positivt fokus vanligvis det foretrukne valget. Med fokuset plassert over materialet, sprer laserstrålen seg mer etter å ha nådd materialets overflate, noe som hjelper til med fjerning av slagg og resulterer i en lysere, jevnere kuttoverflate.
Tykk plateskjæring:For plater tykkere enn16mm, Negativt fokus brukes vanligvis for å forbedre skjærehastigheten, selv om dette kan redusere kvaliteten på kuttkanten litt.
2.
Tynn plate skjæring:For å kutte tynne plater bruker kontinuerlige lasere typisk null fokus for å sikre at skjæreoverflaten er jevn, med den øvre overflaten nær fokuset som mottar det reneste kuttet.
Middels og tykk plateskjæring:For middels tykke plater, for å sikre god kantkvalitet, blir negativt fokus vanligvis tatt i bruk. Fokuset settes dypere i materialet for å utvide kuttet og forbedre gassen og smeltet materialstrøm, noe som sikrer at tilstrekkelig energitetthet brukes på skjæreområdet.
3. Aluminiumskjæring
Tynn plate skjæring:Når du kutter tynne plater, kan både null fokus og lite positivt fokus brukes. Zero Focus gir bedre presisjon og overflatekvalitet, mens positivt fokus er egnet når vertikalitet er et kritisk krav. Det sikrer at snittet er litt bredere øverst enn i bunnen, noe som letter Slag -fjerning og opprettholder vertikalitet.
Middels og tykk plateskjæring:For middels tykke plater kan både positivt fokus og negativt fokus brukes. Positivt fokus krever tilstrekkelig laserkraft og hjelpe gasstrykk. Når du bruker negativt fokus, er fokuset typisk plassert ved 1/3 til 1/2 av platens tykkelse, og gir mer stabil skjæring og reduserer ruhet på kuttoverflaten.
4. Kobberskjæring
Negativt fokus (fokus under overflaten): For kobber er negativt fokus det optimale valget, spesielt for tykkere kobberplater (6 mm og over). Negativt fokus øker laserinntrengningen, kompenserer for den høye refleksjonsevnen til kobber, og lar laserstrålen fokusere mer effektivt. Dette forbedrer varmekonsentrasjonen og forbedrer skjæredybden og effektiviteten.
Null fokus (fokus på overflaten):For tynne kobberplater (1-3mm), null fokus er også et gjennomførbart alternativ, og gir bedre kutte presisjon og minimerer den varmepåvirkede sonen, noe som reduserer kantdeformasjon under skjæring.
Ved å velge riktig fokusposisjon kan laserskjæringseffektivitet og kvalitet forbedres betydelig for forskjellige metallmaterialer. Valget av positivt fokus, negativt fokus eller null fokus bestemmes først og fremst av tykkelsen, termisk ledningsevne og refleksjonsevne til materialet. I praksis sikrer riktig fokusposisjon glatte skjærekanter, kontrollert skjæredybde og minimerte varmepåvirkede soner, noe som resulterer i optimal prosesseringsytelse.



