
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Forstå trådfôring i lasersveising
2025-01-20
Ledningsteknologi i lasersveising er en nøkkelkomponent for å oppnå sveising av høy kvalitet. Ved rimelig å velge trådmateriale, diameter, fôringsmetode og nøyaktig kontrollere trådmatingshastighet, kan sveiseeffektivitet og leddkvalitet forbedres effektivt. Følgende beskriver arbeidsprinsippet for trådmateren, valg av tråd, fôringshastighet og andre tekniske punkter.

1. Arbeidsprinsipp for trådmater
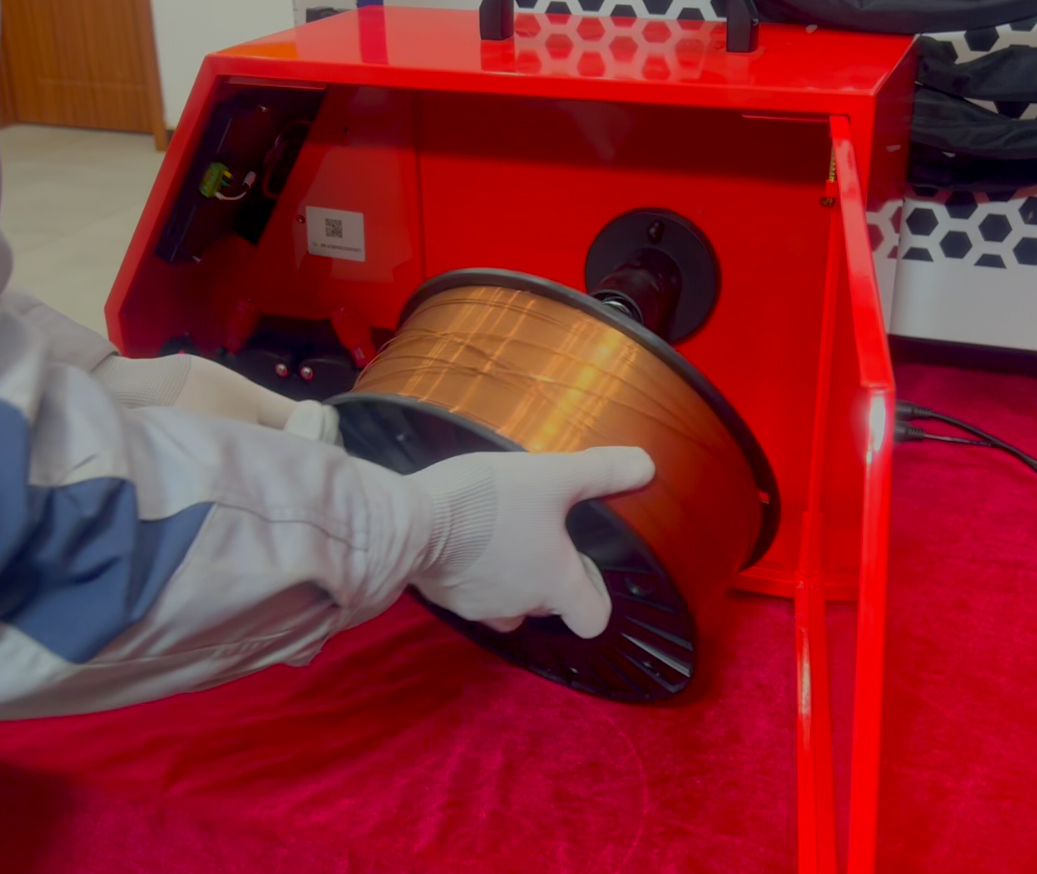
Ledningsfôret er en enhet som er spesielt brukt til å levere sveisetråd til lasersveiseområdet. Arbeidsprosessen inkluderer følgende hovedkoblinger:
Ledningsfôringsmotor:Ledningsfôret driver trådmatingssystemet gjennom motoren for å skyve sveisetråden inn i sveisepistolen.
Wire Feed Tube:Ledningsfôret mater sveisetråden inn i sveisepistolen gjennom et slank leveringsrør. Ledningsrøret er vanligvis designet i en buet form for å sikre at sveisetråden kan mates jevnt.
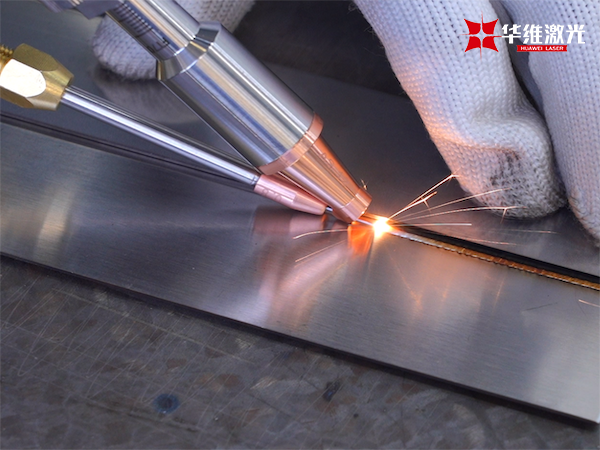
Wire dyse:Sveisetråden levert til sveisepistolen kommer inn i sveiseområdet til laserstrålen gjennom dysen og virker på sveisedelen sammen med laserstrålen.
Ledningsfôringssystemet må vanligvis arbeide synkront med lasersveiseutstyret for å sikre den nøyaktige levering av sveisetråden og effektiv bestråling av laserstrålen, og dermed sikre stabiliteten til det smeltede bassenget og kvaliteten på sveisede leddet.
2. Valg av sveisetrådmaterialer
Valg av sveisedrådmateriale påvirker direkte sveisekvalitet og skjøtestyrke. Ulike basismaterialer krever forskjellige typer sveisetråd for å sikre ytelsen til sveisede leddet. Vanlige sveisetrådmaterialer inkluderer sveisetråd i rustfritt stål, sveisetråd i aluminiumslegering, kobbersveisetråd, etc. Følgende faktorer må vurderes når du velger:
Basismateriale matching:Den kjemiske sammensetningen av sveisetråden skal samsvare med basismaterialet for å unngå sveisefeil på grunn av materiell inkompatibilitet.
Krav til mekaniske eiendommer:De mekaniske egenskapene (for eksempel styrke, hardhet osv.) Av sveisetrådmaterialet skal oppfylle applikasjonskravene for å sikre at leddet har tilstrekkelig styrke.
Korrosjonsmotstand og høy temperaturmotstand: For deler som brukes i visse spesielle miljøer, må korrosjonsmotstanden og sveisetrådens høye temperaturmotstand også oppfylle relevante standarder.
3. Valg av tråddiameter
Størrelsen på tråddiameteren påvirker direkte fyllmengden, smeltet bassengkontroll og sveisehastighet på sveising. Den vanlige tråddiameterområdet er vanligvis mellom 0,8 mm og 2,4 mm, og det spesifikke valget avhenger av følgende faktorer:
Tykkelsen på overordnet materiale: tynn platesveising bruker vanligvis en tynnere ledning (for eksempel 0,8 mm eller 1,0 mm) for å kontrollere det smeltede bassenget nøyaktig, mens tykke plater krever en tykkere ledning (for eksempel 1,6 mm eller 2,0 mm) for å gi tilstrekkelig fyllstoffmateriale.
Sveiseposisjon:For horisontale eller hengende sveiseledd er tynnere ledninger lettere å kontrollere det smeltede bassenget og redusere sveisefeil forårsaket av overdreven smeltede bassenger.
Sveisekraft:Et lasersystem med høyere effekt kan matches med en tykkere ledning for å gi mer fyllstoffmetall for å oppfylle kravene til høy styrke sveising.
Å velge riktig tråddiameter hjelper til med å forbedre sveiseeffektiviteten, redusere sveisefeil og sikre kvaliteten på sveisede leddet.
4. Hvordan mate ledningen i sveisepistolen
Ledningen mates vanligvis inn i sveisepistolen gjennom trådmatøret til trådmateren. Prosessen med å mate sveisetråden inn i sveisepistolen er veldig presis, og det er vanligvis flere måter:
Mekanisk trådmatingssystem:Sveisetråden drives inn i trådmatingsrøret av motoren og drivhjulet, og deretter mates sveisetråden inn i lasersveiseområdet gjennom guidesystemet.
Pneumatisk trådmatingssystem:Gass (for eksempel nitrogen eller trykkluft) brukes til å skyve sveisetråden langs ledningsrøret. Denne metoden er relativt enkel, men den krever presis luftstrømkontroll for å forhindre at sveisetråden avleder eller blir sittende fast.
Ledningsprosessen må sikre at sveisetråden er jevn, ubrutt og ikke forstyrrer andre komponenter. Utformingen av sveisepistolen har vanligvis en guideenhet for å sikre at den nøyaktige dokkingen av sveisetråden med laserstrålen.

5. Ledningsfôringshastighetskontroll
Ledningshastighet er en av nøkkelparametrene i lasersveising. Valget av trådmatingshastighet må vurdere laserkraft, sveisehastighet, tråddiameter og størrelsen på det smeltede bassenget. Vanligvis må trådmatingshastigheten synkroniseres med hastigheten på lasersveising for å sikre at sveisetråden kan mates inn i det smeltede bassenget med en jevn hastighet.
Overdreven fôringshastighet:Kan forårsake for mye fyllstoffmetall, øke den smeltede bassenget til leddet for stor eller overfylling, noe som kan forårsake sveisefeil.
For treg fôringshastighet:Det kan føre til utilstrekkelig sveisetråd, for lite smeltet basseng, utilstrekkelig styrke på sveiseledd og til og med ufullstendig sveising.
For å kontrollere trådmatingshastigheten nøyaktig, er moderne trådmatere generelt utstyrt med kontrollsystemer med høy presisjon, som automatisk kan justere trådmatingshastigheten i henhold til sanntids tilbakemelding av sveiseprosessen (for eksempel laserkraft, sveisehastighet, smeltet bassengtemperatur osv.) For å sikre stabiliteten og høy kvalitet på sveisingsprosessen.

Hvis du vil lære mer om lasersveiseteknologi og fôringsløsninger for tråd, kan du kontakte Huawei Laser. Huawei Laser fokuserer på forskning og utvikling og anvendelse av lasers sveiseteknologi, og gir omfattende teknisk support og tilpassede tjenester for å hjelpe selskaper med å forbedre sveiseteknologi og produksjonseffektivitet.


